4月






打孔是鼓泡精准的关键点,孔位不准就会导致鼓泡键位不居中,同时成形时也会歪,产生不良品。孔位采样设置好,要看打出来的空位是否居中(孔位偏移不能大于0.05mm),不中则重新采样。
鼓泡质量跟模具的品质精度戚戚相关,模具键位弧度太锥容易使面板鼓泡后弹不起来,模具键位弧度太大面板鼓泡后手感又会不好,要求每个键位的高度(0.3~0.5mm)相等,力度(160~390g力)均衡。
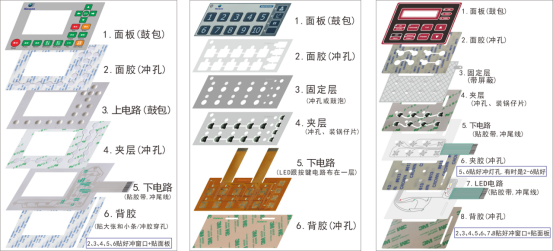
薄膜开关一般采用镀镍弹片(锅仔片),对电阻的稳定性和按键灵敏度有较高要求时,可采用镀金弹片(特殊情况下也会采用镀金端子)。装弹片(锅仔片)前先把弹片摆好,用镊子夹起弹片放在电路上的按键位置,确保位置居中,每放一颗弹片,都要用镊子按一下,确保没有双弹片现象,如有双弹片的情况出现,薄膜开关的手感会明显增重,甚至是没手感。
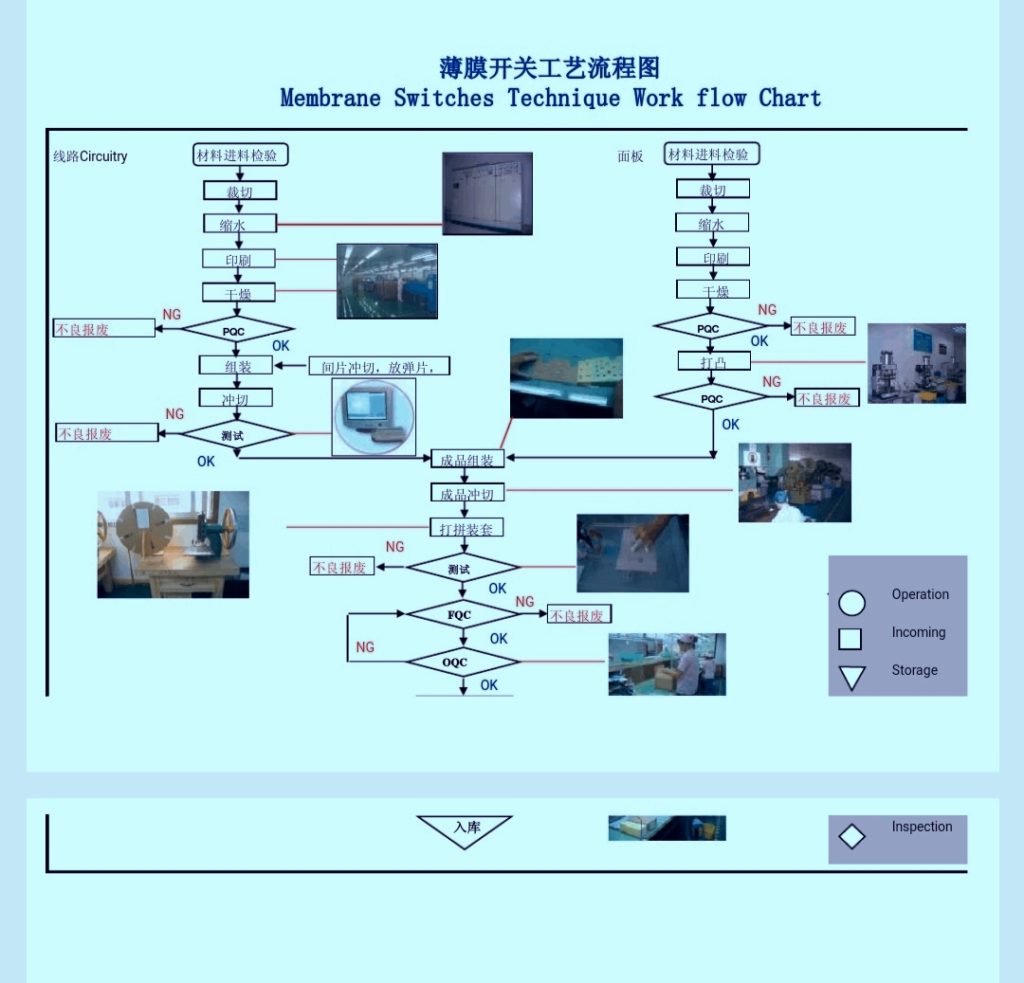
贴合是薄膜开关装配的集中体现,是把薄膜开关的每个结构层粘贴成一个整体。首先是把夹层贴在下电路上,然后把上电路跟下电路对贴(放弹片的则是把弹片嵌在夹层的键位上,然后贴上弹片固定层),上电路正面贴上面胶,下电路背面贴背胶;如果LED走线是单独一个结构层的,则要把LED的透光处先冲孔,再贴LED走线层,并在背面贴上背胶;最后贴面板(面板有透明窗口和灯孔的,要先把窗口和灯孔处的胶层冲空)。粘贴的每一步,都要注意不能有气泡和杂物,胶体不能起皱褶(具体可参阅《薄膜开关装配手法》一文)。
冲压成形对尺寸有严格的要求,数量少的产品可采用刀模,生产过程不定时用卡尺抽查尺寸是否准确,模具有无变形,最好有壳体试贴,模具有变形应立即停止生产,重做新模。数量较多的产品则要采用钢模,模具变形小,尺寸更精准。根据具体情况和客人要求,图纸未注公差的允许公差一般如下:
一般尺寸(mm) 允许公差(mm)
18以下 ±0.1
18-50 ±0.15
51-125 ±0.2
126-250 ±0.3
251以上 ±0.4
冲压成形后的薄膜开关毛边及模具挤弯尺寸不应大于0.2mm,且位置应朝向没有导体一侧。
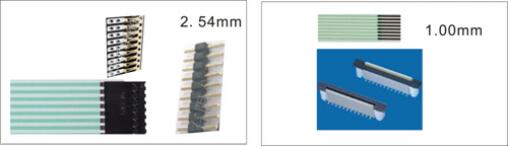
金手指PIN距是2.54mm,一般要求打端子并装黑壳(有极少的要求1.27mmPIN距打端子),端子分公端和母端,大多数薄膜开关打母端。PIN距为1.27mm、1.0mm、0.5mm的,一般不打端子,在金手指背面贴上补强,补强位置一般平齐金手指碳浆贴于金手指背面,特殊情况按指定位置。